4 septembre 2015
5
04
/09
/septembre
/2015
03:34
介紹")
鑽石具有高硬度、高熱傳導係數、低膨脹係數、低摩擦系數與高 化學安定度等特性,但鑽石產量稀少、價格昂貴且加工困難,類鑽碳薄膜具有和天然鑽石相近的性質,其中包括了有高硬度、耐腐蝕性佳、表面平滑、摩擦係數小、抗磨耗性佳、生物相容性佳等,且有價格上之優勢。由於具有這些優越特性,使其在機械、電子、半導體等工業之應用日益廣泛。
類鑽碳薄膜是由SP2及SP3組成,如能將SP2晶格減少,且增加SP3晶格,類鑽碳薄膜將會很接近鑽石薄膜,然而由於在結構中含有被扭曲的 sp3 鍵結,造成所沈積的類鑽碳膜通常都具有很高的內應力,再加上如果類鑽碳膜和基板的附著力不佳時,就很容易產生破裂、剝落等現象的缺點。
類鑽碳薄膜的石墨鍵結SP²是非常具有規則排列的HCP 結構,純度好的石墨在水平方向的熱傳導係數極佳;但在垂直方向只能靠凡得瓦力做原子鍵結,所以層與層之間的鍵結力差,影響了晶格的震動及聲子傳遞,因此熱傳導係數極差,SP³晶格的特性是屬於等向性,不受方向影響。
一般常使用真空電漿鍍膜技術來製作類鑽碳膜,類鑽碳膜具備黑色的外觀、高表面硬度(Hv>1200)、低摩擦係數(μ<0.2)、高化學鈍性有極佳的耐蝕性、優異的抗沾黏特性,並且可藉由製程參數改變來調整鍍膜各項特性。一般應用於銑刀工具、模具、機械零件表面抗沾粘處理及外觀裝飾、光學鏡片、生醫材料等鍍膜用途。
資料來源:網路彙整
willy
20 juillet 2015
1
20
/07
/juillet
/2015
09:08

克維拉Kevlar(凱芙拉、凱夫勒、凱庫勒、功夫龍等)化學名為「聚對苯二甲醯對苯二胺」,纖維的大分子剛性極佳,鏈纏結少、取向度、結晶度高,分子鏈幾乎處於完全伸直狀態,這種結構使纖維表現出良好的強度、模量及熱穩定性。具有極佳的抗拉性能、耐屈折、耐疲勞、耐腐蝕,膨脹係數小,其強度為同等質量鋼鐵的五倍,其密度只有鋼絲的1/5,可耐到240℃高溫。廣泛用於船體、飛機、自行車輪胎、軍用鋼盔、防彈背心等。
特性:
熱性能
具有良好的散熱和絕熱性能,在相同重量下,Kevlar纖維比玻璃纖維和石棉織物具有較好的熱絕緣性,具有極好的熱穩定性,500℃以上降解 ,抗燃性能好,尺寸穩定性好,具有非常低的熱收縮。
機械性能
比強度、比模量高對溫度不敏感,單絲強度:22.9-26.5cN/dtex,徑向和軸向具有較低的壓縮性能,是由它的高結晶度和高取向度決定,較低剪切性能,較低耐磨性能。
物理性能
有光澤呈黃色,線密度:大部分13.7tex,直徑0.012mm,密度:大部分1.43-1.44g/cm3
化學性能
氧化穩定性好,有極好的穩定性和很低的強度損失,在有氧環境下,長時間使用的最高溫度為150度。
資料來源:網路彙整
willy
12 juin 2015
5
12
/06
/juin
/2015
04:50

主要道路路面依使用材料可分為「瀝青混凝土路面」(簡稱: 瀝青路面)與「水泥混凝土路面」(簡稱:水泥路面)兩大類,若以 力學性質而言,又可區分為「柔性路面」(瀝青路面)及「剛性路面」 (水泥路面)兩大類。
路面鋪設構成之斷面,由基層、底層及面層所構成,層與層之間另有透層、結合層間之連接。路基之上方為路面,包括基層、底層、聯結層、面層 ( 及封層)。基層 ( subbase course) 及底層 ( base course) 承受路面荷重緩和傳佈於路基。瀝青路面係採多層設計,由下往上分別有路基(subgrade)(又稱路床)、基層(subbase course)、底層(base course)及面層(surface course),面層之上可依需要鋪設摩擦層,通常不作為路面結構之一部分。路基為工地原有或人工填築之土壤基礎,基層、底層及面層三部分稱為瀝青路面結構。工程司可依需要作適當之調整設計,例如可不設基層,亦有同時不設基層及底層者。越上層所受應力越大,需要越高品質之材料。

| 層次名稱 |
厚度 |
用途 |
備註 |
| 開放級配層瀝青混凝土(磨擦層) |
1.5~2.5cm |
提高摩擦力,減少下雨產生水膜,增加行車安全 |
目前僅高速公路鋪設 |
| 瀝青黏層 |
不考慮 |
界面黏結 |
鋪設開放級配層時才施作 |
| 密級配瀝青混凝土面層 |
5~30cm |
直接承受車輛荷重,提供摩擦力,減少水分及空氣滲入路面 |
-- |
| 瀝青黏層 |
不考慮 |
界面黏結 |
-- |
| 瀝青處理底層(聯結層) |
10~30cm |
承受面層傳遞之應力,並加以分散 |
地方道路通常不設此層 |
| 瀝青透層 |
不考慮 |
黏結粒料,減少毛細水上升 |
-- |
| 級配粒料底層 |
20~40cm |
承受上傳遞來之應力,並加以分散,使應力低於其下隻基層或路基強度 |
-- |
| 砂石混合料基層 |
50~100cm |
承受上傳遞來之應力,並加以分散 |
依設計之需要舖設,常設於橋台背等高填方處,目前砂石缺乏以減少採用此層 |
| 路基 |
|
承受總荷重 |
-- |
透層(prime coat):會滲透入相當深度具粘結粒料、減少毛細水上升、緩和級配粒料底層與瀝青層間材料介面劇烈差異等作用。在級配粒料底層之上鋪設瀝青層前灑佈。
黏層(tack coat):使兩層間產生良好黏結以增進鋪面結構強度,也防止水侵入層間而造成瀝青剝脫及介面滑動。在分層鋪築時間間隔較久時,或在舊瀝青路面加鋪(加封)時撒佈。
資料來源:網路彙整
willy
29 mai 2015
5
29
/05
/mai
/2015
07:26

乳化瀝青除廣泛地應用在道路工程外,還應用於建築屋面及洞庫防水、金屬材料表面防腐、鐵路的整體道床。其中道路工程、建築屋面為用量最大。由於用於乳化瀝青施工簡單、現場不需加熱,節省能源、效果顯著,尤其在舊瀝青路面的維修與養護中更凸顯了其特有的優越性。
乳化瀝青在道路工程中的主要應用:
| 路面工程 |
表面處治 |
其它 |
冷拌和乳化瀝青混凝土
冷拌和再生瀝青混凝土
乳化瀝青貫入式路面 |
稀漿封層
微表處
霧封層
層鋪法乳化瀝青表面處治 |
透層油
粘層油
基層穩定
坑槽填補料
裂縫填補料 |
乳化瀝青在陽離子與陰離子三種等級乳化瀝青的主要應用:
| 快乾型陽離子(CRS)與陰離子(RS)乳化瀝青 |
中乾型陽離子(CMS)與陰離子(MS)乳化瀝青 |
慢乾型陽離子(CSS)與陰離子(SS)乳化瀝青 |
| 面層處理及碎石道路封層用 |
開放級配冷拌合用 |
黏層、面層及密級配冷拌合用 |
| 種類 |
殘留針入度 |
使用溫度 |
用途 |
| SS-1h陰離子慢凝 |
40~90 |
24℃~55℃ |
透層 |
| SS-1陰離子慢凝 |
100~200 |
24℃~55℃ |
黏層 |
| CSS-1h陽離子慢凝 |
40~90 |
24℃~55℃ |
透、黏層 |
| CSS-1陽離子慢凝 |
100~200 |
24℃~55℃ |
透、黏層 |
| RS-1陰離子快凝 |
100~200 |
24℃~55℃ |
黏層 |
| CRS-1陽離子快凝 |
100~200 |
24℃~55℃ |
黏層 |
資料來源:網路彙整
乳化瀝青除廣泛地應用在道路工程外,還應用於建築屋面及洞庫防水、金屬材料表面防腐、鐵路的整體道床。其中道路工程、建築屋面為用量最大。由於用於乳化瀝青施工簡單、現場不需加熱,節省能源、效果顯著,尤其在舊瀝青路面的維修與養護中更凸顯了其特有的優越性。
乳化瀝青在道路工程中的主要應用:
| 路面工程 |
表面處治 |
其它 |
冷拌和乳化瀝青混凝土
冷拌和再生瀝青混凝土
乳化瀝青貫入式路面 |
稀漿封層
微表處
霧封層
層鋪法乳化瀝青表面處治 |
透層油
粘層油
基層穩定
坑槽填補料
裂縫填補料 |
乳化瀝青在陽離子與陰離子三種等級乳化瀝青的主要應用:
| 快乾型陽離子(CRS)與陰離子(RS)乳化瀝青 |
中乾型陽離子(CMS)與陰離子(MS)乳化瀝青 |
慢乾型陽離子(CSS)與陰離子(SS)乳化瀝青 |
| 面層處理及碎石道路封層用 |
開放級配冷拌合用 |
黏層、面層及密級配冷拌合用 |
| 種類 |
殘留針入度 |
使用溫度 |
用途 |
| SS-1h陰離子慢凝 |
40~90 |
24℃~55℃ |
透層 |
| SS-1陰離子慢凝 |
100~200 |
24℃~55℃ |
黏層 |
| CSS-1h陽離子慢凝 |
40~90 |
24℃~55℃ |
透、黏層 |
| CSS-1陽離子慢凝 |
100~200 |
24℃~55℃ |
透、黏層 |
| RS-1陰離子快凝 |
100~200 |
24℃~55℃ |
黏層 |
| CRS-1陽離子快凝 |
100~200 |
24℃~55℃ |
黏層 |
資料來源:網路彙整
willy
6 mai 2015
3
06
/05
/mai
/2015
04:33

乳化瀝青由一些三種主要物質組成:瀝青、水、乳化劑,除此之外可以含有其他添加劑,如穩定劑、特殊助劑、改性劑等。乳化瀝青的生產流程可以分為以下四個過程:瀝青的準備、乳化劑配製、瀝青乳化、乳液儲存。
乳化瀝青製作簡單流程: 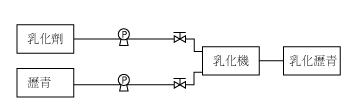
瀝青:瀝青是乳化瀝青中的最主要組成部分,一般占到乳化瀝青總品質的50%~65%。石油瀝青是由碳、氫等複雜有機物組成,其化學組成及膠體結構隨油源不同、加工方式不同,瀝青的應用性質、乳化的難易程度、改質的方法都會有所區別。 乳化劑: 在乳化瀝青中,水是分散介質,瀝青是分散相。單純的將水和瀝青混合是做不到的,為了使乳狀液穩定,必須加入物質使兩相不聚集,降低兩相間的介面張力,這種物質就是乳化劑。乳化劑是生產乳化瀝青的關鍵,直接關係著瀝青能否乳化,和乳化瀝青的穩定性、破乳速度等使用性能。 乳化機: 乳化瀝青設備是用來將瀝青熱融,經過機械剪切的作用,以細小的微滴狀態分散於含有乳化劑的水溶液之中,形成水包油狀瀝青乳液的機械裝置; 其生產特點是在乳化劑的作用下通過機械力將瀝青破碎成微小的顆粒,並均勻的分散在水中,形成穩定的乳狀液, 即乳化瀝青。 瀝青乳化設備按照製作流程,可分為間歇作業式、半連續作業式、連續作業式。 瀝青乳化的基本原理 : 將瀝青分散到水相中,必然需要做功,所做的功(W)等於瀝青表面積的增大值(△A)乘以表面張力γ,即: W=△A•γ 從上式可以看出,降低介面張力,可以使機械功明顯減小。在實際生產過程中,乳化前將瀝青加熱融化;乳化時加入乳化劑(降低表面張力);使用膠體磨研磨(機械能);三者結合起來才能使瀝青乳化。乳化劑、乳化設備、乳化技術是乳化瀝青生產的三要素,此外基質瀝青、水、添加劑等也對瀝青的乳化和性能產生影響。
資料來源:網路彙整
willy
9 mars 2015
1
09
/03
/mars
/2015
03:42

所謂乳化瀝青就是將瀝青熱融,經過機械的作用以細小的微滴狀態分散於含有乳化劑的水溶液之中,形成水包油狀的瀝青乳液,其主要組要成分為瀝青、乳化劑、水等。主要用於道路的升級與養護,如石屑封層,還有多種獨特的、其它瀝青材料不可替代的應用,如冷拌料、稀漿封層。乳化瀝青亦可用于新建道路施工,如粘層油、透層油等。
瀝青分類:
乳化瀝青據其還原速率不同乳化瀝青可細分為快乾、中乾及慢乾三種等級,此三等級各有其不同特性。
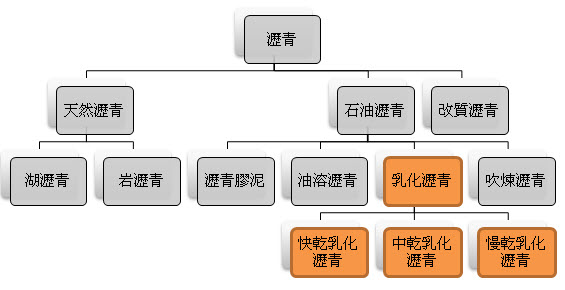
按照親水基在水中是否可以電離,瀝青乳化劑可以分為離子型和非離子型兩大類。離子類根據離子電性的不同又可以分為陰離子型、陽離子型和兩性離子型。

瀝青生產流程:

道路工程乳化瀝青特點:
- 相比於稀釋瀝青和熱瀝青,乳化瀝青不需要耗費大量汽油、煤油等溶劑,也無需大量熱能加熱瀝青和集料,更為經濟。
- 乳化瀝青施工時,不需加熱,可以常溫使用,更便於施工。
- 乳化瀝青的特點決定了它有普通熱瀝青所不易達到的效果,用作透層油、粘層油、層鋪法施工、噴灑時可精確控制撒布量,有良好透入效果和粘附性,提高道路品質。
- 乳化瀝青使用提供比傳統熱瀝青更為安全、節能和環保的施工環境,比傳統熱瀝青少了高溫操作、加熱和減排的優點,施工過程為常溫只有水分蒸發,避免了熱瀝青的環境污染和燙傷事故。
- 乳化瀝青的適用性使其對於現有的道路細微缺陷的預防性保養方面可以達到延長使用壽命的作用。
- 乳化瀝青表面帶有電荷,瀝青微粒能緊密吸附到礦料表面,乳化劑同時起到抗剝落劑的作用,可以增強瀝與石料間的粘結。
資料來源:網路彙整
willy
16 février 2015
1
16
/02
/février
/2015
02:48

鍛造是金屬壓力加工方法之一。指利用壓力改變金屬原料形狀,以獲得具有一定機械性能、一定形狀和尺寸的鍛件的一種加工技術。
通常把坯料加熱後,用手錘、鍛錘或壓力機等錘擊或加壓,使它發生塑性變形,成為一定形狀和尺寸的工件,所得的工件稱為鍛件,鍛造能改變金屬組織、提高其機械性能,因此在機械製造中常用來製造承受較大動載荷的零件。
鍛壓可以改變金屬組織,提高金屬性能。鑄錠經過熱鍛壓後,原來的鑄態疏鬆、孔隙、微裂等被壓實或焊合;原來的枝狀結晶被打碎,使晶粒變細;同時改變原來的碳化物偏析和不均勻分佈,使組織均勻,從而獲得內部密實、均勻、細微、綜合性能好、使用可靠的鍛件。鍛件經熱鍛變形後,金屬是纖維組織;經冷鍛變形後,金屬晶體呈有序性。
鍛壓是使金屬進行塑性流動而製成所需形狀的工件。金屬受外力產生塑性流動後體積不變,而且金屬總是向阻力最小的部分流動。生產中,常根據這些規律控制工件形狀,實現鐓粗拔長、擴孔、彎曲、拉深等變形。
鍛造按成形方法可分為:
自由鍛:
利用衝擊力或壓力使金屬在上下兩個抵鐵(砧塊)間產生變形以獲得所需鍛件,主要有手工鍛造和機械鍛造兩種,手工鍛造只能生產小型鍛件,生產率也較低,機器鍛造是自由鍛的主要方法。
模鍛造:
金屬坯料在具有一定形狀的鍛模膛內受壓變形而獲得鍛件,可分為模鍛、冷鐓、旋轉鍛、擠壓等。
按變形溫度鍛造可分為:
熱鍛:
熱鍛壓是在金屬再結晶溫度以上進行的鍛壓。提高溫度能改善金屬的塑性,有利於提高工件的內在品質,使之不易開裂。高溫度還能減小金屬的變形抗力,降低所需鍛壓機械的噸位。但熱鍛壓工序多,工件精度差,表面不光潔,鍛件容易產生氧化、脫碳和燒損。
溫鍛:
在高於常溫、但又不超過再結晶溫度下的鍛壓稱為溫鍛壓。溫鍛壓的精度較高,表面較光潔而變形抗力不大。
冷鍛:
冷鍛壓是在低於金屬再結晶溫度下進行的鍛壓,通常所說的冷鍛壓多專指在常溫下的鍛壓。在常溫下冷鍛壓成形的工件,其形狀和尺寸精度高,表面光潔,加工工序少,便於自動化生產。許多冷鍛、冷衝壓件可以直接用作零件或製品,而不再需要切削加工。但冷鍛時,因金屬的塑性低,變形時易產生開裂,變形抗力大,需要大噸位的鍛壓機械。
鍛造技術應用:
- 國防工業 :飛機上的鍛壓件重量占85%;坦克上的鍛壓件重量占70%;大炮、槍支上的大部分零件都是鍛制而成的。
- 機床製造工業 :主軸、傳動軸、齒輪和切削刀具等都由鍛件製成的。
- 電力工業:水輪機主軸、透平葉輪、輪子、護環等均由鍛件製成。
- 交通運輸工業:機床上的鍛壓件重量占60%;汽車上的鍛壓件重量占80%;輪船上的發動機曲軸和推力軸由鍛制而成。
- 農業:拖拉機、收割機的主要零件也都是鍛製成的,如拖拉機上就有560多種鍛件。
- 日常生活用品:錘子、斧頭、小刀、鋼絲鉗等亦均是鍛制而成。
鍛造加工特點:
- 能改善金屬的組織,提高金屬的機械性能
- 提高材料的利用率和經濟效益(節省材料和切削加工工時)
- 具有較高的勞動生產率
- 初次投資費用高(設備、工模具、廠房)
- 不能獲得形狀複雜的鍛件
- 生產現場勞動條件差
資料來源:網路彙整
willy
24 décembre 2014
3
24
/12
/décembre
/2014
02:01

人工生長的藍寶石(Al2O3)優點為生產技術成熟、元件品質較好,可耐高溫、耐化學侵蝕,且其硬度高,故易於處理與清洗。其缺點如藍寶石屬絕緣體,其導電與導熱性不佳,做為LED用基板不利於LED元件散熱,另外,藍寶石硬度非常高,對於切割製程設備相對需較高投資。
人工藍寶石的製作流程:準備原料→填充原料及架設晶種→爐體抽真空→爐體加熱(爐體加入鉬隔熱屏和鎢隔熱屏)→原料熔化→熔接晶種→晶頸生長→晶體生長→晶體與坩堝分離(這裡面的坩堝大多是耐高溫的。)→冷卻→取出晶體。
人工藍寶石基片的製作流程:

晶體常見生長方法:
提拉法:提拉法是將構成晶體的原料放在坩堝中加熱熔化,在熔體表面接籽晶提拉熔體,在受控條件下,使籽晶和熔體在交界面上不斷進行原子或分子的重新排列,隨降溫逐漸凝固而生長出單晶體。提拉法的生長技術首先將待生長的晶體的原料放在耐高溫的坩堝中加熱熔化,調整爐內溫度場,使熔體上部處於過冷狀態;然後在籽晶桿上安放一粒籽晶,讓籽晶接觸熔體表面,待籽晶表面稍熔后,提拉並轉動籽晶桿,使熔體處於過冷狀態而結晶於籽晶上,在不斷提拉和旋轉過程中,生長出圓柱狀晶體。
泡生法:泡生法的原理與提拉法類似。首先原料熔融,再將一根籽晶與熔體接觸,如果界面的溫度低於凝固點,則籽晶開始生長。為了使晶體不斷長大,就需要逐漸降低熔體的溫度,同時旋轉晶體,以改善熔體的溫度分布。也可以緩慢地(或分階段地)上提晶體,以擴大散熱面。放肩階段與提拉法類似,停止或保持旋轉,以調整各方向均勻生長,降低拉速使晶體長到預期的直徑,然後保持或停止拉速,由於結晶過程的自身特點,在合適的溫度梯度下,晶體能自行完成等徑生長。晶體在生長過程中或生長結束時不與坩堝壁接觸,這就大大減少了晶體的應力,不過,當晶體與剩餘的熔體脫離時,通常會產生較大的熱衝擊。
熱交換法:利用熱交換器來帶走熱量,使得晶體生長區內形成一下冷上熱的縱向溫 度梯度,同時再藉由控制熱交換器內氣體流量(He冷卻源)的大小以及改變加熱功率的高低來控制此溫度梯度,藉此達成坩堝內熔湯由下慢慢向上凝固成晶體之目的。
| 晶體生長方法 |
柴氏拉晶法(Czochralski method)
提拉法(CZ) |
凱氏長晶法(Kyropoulos method)
泡生法(KY) |
熱交換法(HEM)
|
| 晶體形狀 |
棒狀 |
梨狀 |
梨狀 |
| 晶體尺吋 |
受尺寸限制,目前直徑及有效長均小於150mm |
較大尺寸,目前一般為35-90kg |
大尺寸,目前一般為65-100kg |
| 晶體質量 |
好 |
較好 |
好 |
| 優點 |
1.生長情況便於觀察,尺寸易控制
2.晶體外觀整齊 |
1.晶體質量較好
2.成本低 |
1.晶體尺寸體積大
2.質量較好 |
| 缺點 |
1.位錯密度較大
2.需要銥金坩鍋,成本高 |
1.操作複雜,一致性不高,成品率較低
2.不易生長C軸晶體 |
1.熱場不易均勻
2.需要大量氦氣做冷卻劑,成本高 |
資料來源:網路彙整
willy
5 novembre 2014
3
05
/11
/novembre
/2014
02:31

藍寶石主要化學成分Al2O3,藍寶石屬於三方晶系其晶體結構為六方晶格結構,在自然界中當藍寶石在生長時,晶體內含有鈦離子(Ti3+)與鐵離子(Fe3+)時,會使晶體呈現藍色,而成為藍色藍寶石(Blue Sapphire)。當晶體內含有鉻離子(Cr3+)時,會使晶體呈現紅色,而成為紅寶石(Ruby)。又當晶體內含有鎳離子(Ni3+)時,會使晶體呈現黃色,而成為黃色藍寶石。就顏色而言,單純的氧化鋁結晶是呈現透明無色的,因不同顯色元素離子滲透於生長中的藍寶石,因而使藍寶石顯出不同的顏色。
藍寶石單晶體具有機械、光學以及熱學特性方面特性,具有零孔隙度,已被廣泛地應用於科學技術、國防與民用工業、電子技術的許多領域。比如透紅外視窗材料,微電子領域的襯底基片,鐳射基質、光學元件及其它用途等。
人造藍寶石特性:
- 高硬度,耐磨,硬度僅次金鋼石,莫氏硬度9
- 化學性質非常穩定,一般不溶于水和不受酸、堿腐蝕,只有在較高溫度下(300℃)可為氫氟酸、磷酸和熔化的氫氧化鉀所侵蝕。
- 高溫下介電性穩定
- 良好的導熱性
- 高熔點,在高溫下仍具有較好的穩定性,熔點為2030℃
- 輻射穩定性
- 在一定條件下增強光學輻射效應的能力
- 光透性能好,對紅外線透過率高
資料來源:網路彙整
willy
29 septembre 2014
1
29
/09
/septembre
/2014
05:57

化學拋光方式

化學拋光
化學拋光是讓材料在化學介質中表面微觀凸出的部分較凹部分優先溶解,從而得到平滑面。這種方法的主要優點是不需複雜設備,可以拋光形狀複雜的工件,可以同時拋光很多工件,效率高。化學拋光的核心問題是拋光液的配製。化學拋光得到的表面粗糙度一般為數 10μ m 。
電解拋光
電解拋光基本原理與化學拋光相同,即靠選擇性的溶解材料表面微小凸出部分,使表面光滑。與化學拋光相比,可以消除陰極反應的影響,效果較好。電化學拋光過程分為兩步:( 1)宏觀整平溶解產物向電解液中擴散,材料表面幾何粗糙下降, Ra > 1μ m 。( 2)微光平整陽極極化,表面光亮度提高, Ra < 1μ m 。
動壓上浮研磨
動壓上浮研磨是使研磨平板旋轉,一般的碟狀研磨方式。但是只供給化學液做為研磨液,並且提高拋光器的旋轉速度,以動壓效果使加工表面上浮保持非接觸狀態,以獲得平滑或平坦平面的方法。
摩擦反應研磨
在高溫中特別是對於鐵系材料,容易產生碳擴散,故還是積極利用在高溫容易造成氧化損耗的鑽石之化學不穩定性研磨現象的方法。
熱化學研磨
熱化學研磨是以容易產生擴散的鑽石拋光器,在高溫環境中滑動摩擦,促進碳的擴散,而拋光鑽石的方法。
高速滑動研磨法
高速滑動研磨是在大氣中以高壓力、高速條件,將鑽石壓在不銹鋼碟片上,併用氧化反應及碳擴散兩種效果,是一種效率相當高的研磨方法。
乾拋光法
乾拋光法將比過去的固體工具磨粒小很多的粒子離子或電漿,照射到工作物表面形態的拋光,分類到乾拋光方式。
乾式腐蝕拋光
相對於使用化學液進行的濕式腐蝕法,衝撞電漿或離子的原子狀粒子的腐蝕法,稱為乾式腐蝕。
資料來源:網路彙整
willy




