19 mars 2012
1
19
/03
/mars
/2012
03:18

Silicon Carbide now is often used as non-oxide ceramic materials. Because it has better hardness, heat resistance, oxidation resistance, corrosion resistance and thermal conductivity than general
ceramic materials. Hence it is widely used in structure of mechanical engineering and seal part of chemical engineering, even in extreme tough surroundings like under strong acid, alkali, high
abrasion, high temperature and aerospace.
SiC is also known as corundum or silicon-refractory sand. ..Si is produced by smelting with quartz sand, petroleum coke (or coal), wood (green SiC production needs to add salt) and other raw
materials at high temperature. Si is mainly divided into black SiC and green SiC, which both are hexagonal, specific gravity 3.20 ~ 3.25, micro hardness 2840 ~ 3320kg/mm2 .. Silicon is often used
as non-oxide ceramics materials. Silicon carbide contains some impurities, including silica, silicon, carbon, iron, silicon and aluminum. The commercial benefits of Si are high melting point,
hardness, and its Chemistry inertia.
Applied in grinding ceramic powder and other materials.
-
Before grinding up to micron and nano powders


-
After grinding up to micron and nano powders


willy
19 mars 2012
1
19
/03
/mars
/2012
02:54

一般粗銑刀減少了切削變形,由原來的寬帶切屑分割成數條較窄的切屑,使得銑削過程中切屑的形 成捲曲和排屑情況得以改善,隨之降低了切削抗力,粗銑刀之外周刃為波浪形,由於切屑很細就會斷裂 ,切削抵抗會很小,加工面會呈凹凸不平狀,因此可從事進給大之重切削(粗加工)。
但由於切削振動很大,刀具和機器之接合部很容易變成很粗糙(摩擦腐蝕) ,因此應避免使用於高精 度之機器。特別是乾切削的時候,由於刀具很容易具有高熱,因此應將切削速度降低10至20%左右,以增長刀具壽命。
一般粗銑刀主要是分屑
降低切削力,便與排屑,用於粗加工,基本無特定的加工物件材料。
波浪槽型銑刀多應用於粗中加工上
在粗加工時,針對軟材加工(銅、鋁…)時(吃深排屑量多),因波浪槽型銑刀排屑槽比一般粗銑刀大,在作切削加工時,可以大量排屑,但對於硬材加工時(吃淺排屑量小),不要求排屑量時,優勢亦無法凸顯,波浪槽型銑刀也只針對某些材料加工具良好效果,在用於形成刃間的相對切屑厚度不同,可以消除再生顫振,可用於一些難加工材料,特別是鈦合金。
良好4刃波浪槽型銑刀,其各刃波峰波谷區域位置設計不一(錯開)及同一波浪高度(在加工不造成振刀範圍內,角度約可差1-2度),以達加工省力及延長壽命之目的。但此波浪銑刀製作工序繁複且易磨耗砂輪,對於加工機台損也耗大,相對成本較高,考慮成本上,多數工廠粗加工仍以一般粗銑刀為主。
波浪槽型銑刀優點
- 切屑容易變形折斷。切削不但有縱向變形,還有橫向變形,所以容易斷屑。
- 實際切削刃增長,便於散熱,減低切削力
- 切屑與前刀面粘附力小
- 切削平穩。在同一斷面上,它相當於不等齒結構,每條刃波峰波谷,錯開,避免週期性振動。
- 可用於精加工。它刃口每一點都處於同一圓柱的表面,因此可用於精加工。
willy
9 mars 2012
5
09
/03
/mars
/2012
08:30

-
Product name:Sharp Top Single Flute Drilling Cutter
-
Characteristics:Specialized in working some materials like acrylic, plastic, and related ones. And work custom order according to special request. Single flute may speed the
working period and shorten the time.
Bewise Inc., being a professional manufacturer of various cutting tools, is endeavoring to make
excellent products. We are very experienced in custom-made tools, and good at solving customers’ problems when they meet difficulties and troubles. Through everlasting research and practices, we
understand thoroughly about different materials of cutters and cutting tools.
BW’s popular products for tool series including circular saw, carbide cutting tool,
saw blade, wood saw blade, special tool,side milling cutter, …etc; For machines we have spiral tube cooler, cutter grinder, and the latest design and advanced powder forming machine / pelletizer. Bewise is a superior manufacturer and supplier of cutter
production and machinery industry.
willy
9 mars 2012
5
09
/03
/mars
/2012
08:04

高效的切削技術和刀具已成為汽車製造業的基礎工藝和關鍵技術。高速切削、幹切削、硬切削等新的切削工藝正在改變傳統的加工工藝,顯現出強大的影響力。汽車工業是專用刀具應用繁多的行業,目前汽車製造業的機械加工所使用的刀具主要是超硬刀具材料,汽車工業一般常見加工如下:
|
加工工件
|
加工刀具
|
加工方式及速度
|
|
加工高強度鑄鐵件
|
CBN、SiN陶瓷、Ti基陶瓷及TiCN塗層刀具
|
銑削速度可達2200m/min
|
|
加工高矽(Si)鑄鋁件
|
PCD、超細硬質合金刀具
|
銑削速度可達到2200m/min,
鑽、鉸削速度分別可達80m/min和24m/min
|
|
加工精鍛結構鋼件
|
SiN陶瓷、Ti基陶瓷及TiCN塗層刀具
|
車削速度達200m/min
|
|
加工各種精鍛鋼製齒輪(內、外表面加工)
|
塗複TiCN鍍層的高鈷(Co)粉末冶金高速鋼材質的整體滾刀、剃齒刀及各類拉刀
|
滾削速度為 110m/min
剃齒切削速度為170m/min
拉削速度為10~25m/min。
|
在汽車零件加工方面
曲軸的粗加工
曲軸的金屬加工工藝流程為:銑端面、定總長、鑽品質中心孔、車大小端外圓→銑主軸頸及軸肩→銑連杆頸及軸肩→車拉主軸頸及沉槽→車拉連杆頸及沉槽→槍鑽油 孔→清洗→圓角滾壓→法蘭鑽孔攻絲→精磨主軸頸(CBN)→精磨連杆頸(CBN)→斜切磨小端→斜切磨法蘭端→車滾止推面、銑鍵槽→動平衡→砂帶拋光主 軸、連杆及法蘭外徑→清洗、冷卻→檢測分類。
平面銑削的應用
可轉位面銑刀在現代汽車製造業中,平面銑削的應用極為普遍。選用高硬度、高強度的刀具材料,再進行適當塗層,是延長刀具壽命的首要措施。同時,改進刀具幾何形狀也是增加刀具壽命的重要手段,在汽車製造業中,鑄鐵的銑削加工是一個重要課題。包括灰鑄鐵、球墨鑄鐵和蠕墨鑄鐵在內的各種合金鑄鐵有著不同的加工特性,因此,對銑刀幾何角度的優化改進十分重要。
孔加工刀具
在孔加工中,目前仍大量使用高速鋼麻花鑽,但各企業之間在孔加工精度和加工效率方面已逐漸拉開差距。高速切削鑽頭的材料以陶瓷塗層硬質合金為主,在各種塗層鑽頭中,陶瓷塗層硬質合金鑽頭特別重視耐磨性、耐熱性及潤滑性,其塗層工藝也採取多層塗覆方式,如利用TiAlN、TiN、TiCN等複合氮化物形成複合塗層結構。鑽頭的切削正不斷高速化,隨著被加工材料的不同,切削速度已可分別達到200~300m/min。
今後的發展趨勢是,將普遍採用高速(超高速)乾式切削技術。採用超硬材料製作的各類刀具、複合 (組合)或各類高速切削刀具的結構設計與製造技術將成為刀具品種發展的主導技術。其中無屑加工工藝的搓、擠、滾壓成形類刀具的應用將會更加廣泛;超硬刀具材料發展會更快,應用領域會更加擴大。
參考資訊來源:www.autooo.net/utf8-classid130-id6800.html
http://info.qipei.hc360.com/2012/02/150835435162-5.shtml
碧威為專業的刀具,銑刀,鎢鋼,切削刀具製造商,致力於製造優秀的產品,在客製化刀具方面的經驗十分豐富,並擅於幫助客戶解決各式各樣之刀具切削面臨之問題,對各種刀具材質切削刀具鍍模都非常瞭解透徹,可選用常見的鎢鋼及高速鋼或是近來詢問度極高的鑽石刀具。
碧威銑刀熱門產品為圓鋸片、鎢鋼刀、鋸片、木工鋸片、鎢鋼刀具及側銑刀。
機械類則有對刀具加工非常有幫助的冷風槍、渦流管槍,並有最新設計和技術的粉末成型機。
碧威是在刀具製造及機械工具業界中具有足夠水準的製造供應商!
Bewise Inc., being a professional manufacturer of various cutting tools, is endeavoring to make
excellent products. We are very experienced in custom-made tools, and good at solving customers’ problems when they meet difficulties and troubles. Through everlasting research and practices, we
understand thoroughly about different materials of cutters and cutting tools.
BW’s popular products for tool series including circular saw, carbide cutting tool,
saw blade, wood saw blade, special tool,side milling cutter, …etc; For machines we have spiral tube cooler, cutter grinder, and the latest design and advanced powder forming machine / pelletizer. Bewise is a superior manufacturer and supplier of cutter
production and machinery industry.
willy
2 mars 2012
5
02
/03
/mars
/2012
02:48

-
Product name:Precise Engraving Milling Cutter
-
Characteristics:Specialized in cutting soft material like acrylic, plastic board, wood plate, …etc for engraving tiny picture and word. We may make custom order according to
your special request.
Micro grinding, is a kind of grind skill specialized in fine and tiny carving. It’s a kind of combination of drilling and milling. “Carving” means fine. In industrial
field, 90% of carving work cannot be finished by general big cutter, it must use micro grinding cutters. CNC engraving machines is controlled by computer. It needs support of professional CNC
engraving technology, skill, and craft to process micro grinding cutter.
Bewise Inc., being a professional manufacturer of various cutting tools, is endeavoring to make
excellent products. We are very experienced in custom-made tools, and good at solving customers’ problems when they meet difficulties and troubles. Through everlasting research and practices, we
understand thoroughly about different materials of cutters and cutting tools.
BW’s popular products for tool series including circular saw, carbide cutting tool,
saw blade, wood saw blade, special tool,side milling cutter, …etc; For machines we have spiral tube cooler, cutter grinder, and the latest design and advanced powder forming machine / pelletizer. Bewise is a superior manufacturer and supplier of cutter
production and machinery industry.
willy
2 mars 2012
5
02
/03
/mars
/2012
02:28

燒結碳化物(碳化鎢、鎢鋼)有兩等級
一為純碳化物類及抗陷穴類。純碳化物只包含碳化物和鈷,強度及耐磨特性最好,任何其他物質加入均將減少其強度及耐磨性,通常用來切削鑄鐵及非鐵金屬材料。但純碳化物不耐高溫,在高熱下鋼屑易沾黏在刀面上,使刀面因擴散作用形成凹陷。而加入碳化鉭及碳化鈦之碳化物,因這兩成分熔點高於碳化鎢,故抗高溫性也相對提高,相對的強度及耐磨特性較純碳化物低。
ISO
分類
|
等級
|
使用
情形
|
洛氏硬度
|
抗折力
|
成分
|
|
HRA
|
(kg/mm2)
|
鎢W
|
鈷Co
|
鈦Ti
|
鉭Ta
|
碳C
|
|
P
|
P01
|
韌性↓大
大↑耐磨耗性
|
91.5↑
|
70↑
|
30-78
|
4-8
|
10-40
|
0-25
|
7-3
|
|
P10
|
91↑
|
90↑
|
50-80
|
4-9
|
8-20
|
0-20
|
7-10
|
|
P20
|
90↑
|
110↑
|
60-83
|
5-10
|
5-15
|
0-15
|
6-9
|
|
P30
|
89↑
|
130↑
|
70-84
|
6-12
|
3-12
|
0-12
|
6-8
|
|
P40
|
88↑
|
150↑
|
65-85
|
7-15
|
2-10
|
0-10
|
6-8
|
|
P50
|
87↑
|
170↑
|
60-83
|
9-20
|
2-8
|
0-8
|
5-7
|
|
M
|
M10
|
韌性↓大
大↑耐磨耗性
|
91↑
|
100↑
|
70-86
|
4-9
|
3-11
|
0-11
|
6-8
|
|
M20
|
90↑
|
110↑
|
70-86
|
5-11
|
2-10
|
0-10
|
5-8
|
|
M30
|
89↑
|
130↑
|
70-86
|
6-13
|
2-9
|
0-9
|
5-8
|
|
M40
|
87↑
|
160↑
|
65-85
|
8-20
|
1-7
|
0-7
|
5-7
|
|
K
|
K01
|
韌性↓大
大↑耐磨耗性
|
91.5↑
|
100↑
|
83-91
|
3-6
|
0-2
|
0-3
|
5-7
|
|
K10
|
90.5↑
|
120↑
|
84-90
|
4-7
|
0-1
|
0-2
|
5-6
|
|
K20
|
89↑
|
140↑
|
83-89
|
5-8
|
0-1
|
0-2
|
5-6
|
|
K30
|
88↑
|
150↑
|
81-88
|
6-11
|
0-1
|
0-2
|
5-6
|
|
K40
|
87↑
|
160↑
|
79-87
|
7-16
|
--
|
--
|
5-6
|
ISO
分類
|
等級
|
工件材料
|
切削方式
|
加工條件
|
|
P
|
P01
|
鋼、鑄鋼
|
精密車削、精密搪削
|
適用高速鋼切削而進刀量小時,或要求工件的尺寸精度和表面加工成度良好,並在沒有振動狀態下之加工。
|
|
P10
|
鋼、鑄鋼
|
車削、靠模切削、螺紋切削、銑削
|
高~中速切削,小~中切削面積,中進刀量,或良好的加工條件下切削。
|
|
P20
|
鋼、鑄鋼、可鍛鑄鐵(長切屑)
|
車削、靠模切削、銑削、刨削
|
中速切削,中進刀量,在P系列中用途最廣泛。刨削時進刀量要小,銑削時要有良好的加工條件。
|
|
P30
|
鋼、鑄鋼、可鍛鑄鐵(長切屑)
|
車削、銑削、刨削
|
低~中速切削,中~大進刀量,或工件表面硬度粗細不均,進刀量有變化及振動時的不良加工條件。
|
|
P40
|
鋼
有砂孔等之鑄鐵
|
車削、刨削
|
低速切削,大進刀量,最不良加工條件下切削。
|
|
P50
|
低~中抗拉強度鋼
|
車削、刨削
|
低速切削,大進刀量,最不良加工條件下切削。
|
|
有砂孔等之鑄鐵
|
車削、刨削
|
低速切削,大進刀量,比P40更不良的加工條件下要求最大韌性之切削。
|
|
M
|
M10
|
鋼、鑄鋼、鑄鐵
|
車削
|
中~高速切削,小~中進刀量,或在較良好的加工條件下切削,對於鋼和鑄鐵兩種材料之切削。
|
|
高錳鋼、奧斯田鐵鋼、特殊鑄鐵
|
車削
|
中~高速切削,小~中進刀量,或在較良好的加工條件下切削。
|
|
M20
|
鋼、鑄鋼、鑄鐵
|
車削、銑削
|
中速切削,中進刀量,或在不良加工條件下,對於鋼和鑄鐵兩種材料之切削。
|
|
奧斯田鐵鋼、特殊鑄鐵、高錳鋼
|
車削、銑削
|
中速切削,中進刀量,或在較良好的加工條件下切削。
|
|
M30
|
鋼、鑄鋼、鑄鐵、奧斯田鐵鋼、特殊鑄鐵、耐熱鋼
|
車削、銑削、切斷
|
中速切削,中~大進刀量,或對於厚的黑皮材料及有砂孔、焊接部的材料,比M20更不良加工條件下之切削。
|
|
M40
|
易削鋼、非鐵金屬
|
車削、切斷
|
高速切削,中~大進刀量,形狀複雜刀口,在M系列中最需要韌性之加工條件切削。
|
|
K
|
K01
|
鑄鐵
|
精密車削、精密搪削、細加工銑削
|
高速切削,小進刀量,無振動時的良好加工條件條件下切削。
|
|
K10
|
冷硬鑄鐵、硬質鑄鐵、淬火鋼
|
車削
|
極低速切削,小進刀量,無振動時的良好加工條件條件下切削。
|
|
高矽鋁合金、陶器、石棉、硬紙板、石墨
|
|
無振動時的良好加工條件條件下切削。
|
HB200以上鑄鐵、
可鍛鑄鐵(長切屑)
|
車削、銑削、搪削、拉削、鉸削
|
中速切削,小進刀量,在K系列中用途比較廣,或比較無振動的加工條件條件下切削。
|
|
淬火鋼
|
車削
|
低速切削,小進刀量或較小振動的加工條件條件下切削。
|
|
矽鋁合金、硬質銅合金、硬質橡膠、玻璃瓷器、塑膠
|
|
比較小振動的加工條件條件下切削。
|
|
K20
|
HB220以下鑄鐵
|
車削、銑削、刨削、鉸削、鑽削
|
中速切削,中~大進刀量,在K系列中用於一般的加工,或要求有強大任性的加工條件條件下切削。
|
|
非鐵金屬材料
|
|
要求有強大任性的加工條件條件下切削。
|
|
K30
|
低抗拉強度鋼、低硬度鑄鐵;
|
車削、銑削、刨削
|
低速切削,小進刀量,較良好的加工條件下切削。
|
|
K40
|
低硬度非鐵金屬材料、木材
|
車削、銑削、刨削
|
切削比K30更不良的加工條件時之切削。
|
參考資訊來源:刀具設計 黃榮文 著
碧威為專業的刀具,銑刀,鎢鋼,切削刀具製造商,致力於製造優秀的產品,在客製化刀具方面的經驗十分豐富,並擅於幫助客戶解決各式各樣之刀具切削面臨之問題,對各種刀具材質切削刀具鍍模都非常瞭解透徹,可選用常見的鎢鋼及高速鋼或是近來詢問度極高的鑽石刀具。
碧威銑刀熱門產品為圓鋸片、鎢鋼刀、鋸片、木工鋸片、鎢鋼刀具及側銑刀。
機械類則有對刀具加工非常有幫助的冷風槍、渦流管槍,並有最新設計和技術的粉末成型機。
碧威是在刀具製造及機械工具業界中具有足夠水準的製造供應商!
Bewise Inc., being a professional manufacturer of various cutting tools, is endeavoring to make
excellent products. We are very experienced in custom-made tools, and good at solving customers’ problems when they meet difficulties and troubles. Through everlasting research and practices, we
understand thoroughly about different materials of cutters and cutting tools.
BW’s popular products for tool series including circular saw, carbide cutting tool,
saw blade, wood saw blade, special tool,side milling cutter, …etc; For machines we have spiral tube cooler, cutter grinder, and the latest design and advanced powder forming machine / pelletizer. Bewise is a superior manufacturer and supplier of cutter
production and machinery industry.
willy
24 février 2012
5
24
/02
/février
/2012
03:31

-
Product:PCD Insert
-
Specification:Custom made according to your request.
-
Characteristics:There are hundreds of cutters designed for alloy wheels. Various cutters specialized for different type of wheels are well-designed. Regarding the pin hole
problem of c asting which happens in diameter under 1mm, it may be improved by using PCD cutters. We can make special size (custom made) PCD inserts according to changeable types of wheels.PCD
is kind of polycrystal material made by carborundum powder with solvent under high temperature and pressure. The hardness (around HV6000) is lower than natural carborundum. Comparing PCD cutter
with carbide cutter, its hardness is triple – quadruple higher; wear resistance and tool life is 50 -100 times higher; promoting cutting speed 5 -20 times; roughness may reach Ra0.05μm. PCD
cutter brings high cutting efficiency and stable accuracy.

PCD Inserts
Polycrystalline diamond (PCD) complex material is made by mixing fine diamond particles of micron grade, Co, Ni, and other metal powder under high pressure and high temperature, which is a new
advanced cutter material sintered on WC substrate. There are many superior benefits of PCD complex, not only high hardness, wear resistance, thermal conductivity, low friction, low thermal
expansion, but also with excellent strength and toughness. It has conductivity, so it can be cut by wire electrical discharging machine into required cutting edge. Then we weld the blade on the
cutter body and grind it into PCD cutter.
Bewise Inc., being a professional manufacturer of various cutting tools, is endeavoring to make
excellent products. We are very experienced in custom-made tools, and good at solving customers’ problems when they meet difficulties and troubles. Through everlasting research and practices, we
understand thoroughly about different materials of cutters and cutting tools.
BW’s popular products for tool series including circular saw, carbide cutting tool,
saw blade, wood saw blade, special tool,side milling cutter, …etc; For machines we have spiral tube cooler, cutter grinder, and the latest design and advanced powder forming machine / pelletizer. Bewise is a superior manufacturer and supplier of cutter
production and machinery industry.
willy
24 février 2012
5
24
/02
/février
/2012
02:46

工件受刀具之切削後,內部產生了塑性變形,其塑性流動程度之大小直接影響了切屑的形態。一般切屑的基本形態有:不連續切屑、連續切屑和積屑刀口的連續切屑等3種。
非連續式或碎斷式切屑(Discontinuous or Segmental Chips):

表示切屑在工具前方脫 離之後,即碎成小片。脆性較高的材料,如鑄鐵或青銅,較會有如此情況。因為,切屑形成後 即碎斷,不會對工具面產生壓力,所餘的不規則面,易由刀刃將其切平,故可得較光平的面, 且因工具面的壓力較小,磨損亦小,故刀具壽命較長。如摩擦係數較高或柔延性較高的材料產生非連續切屑,就表示切削情況甚差。
非連續切屑之形成的原因大致有:
- 脆性較高之工件材料。
- 切削刀具之斜角較小時。
- 切削速度較低時。
- 進刀量大,切屑較厚。

連續式切屑(Continuous Chips):
對於柔延性低且摩擦係數低的材料而言,在切削中,金屬在工具面上連續不斷的變形、流動,且穩定的作用在刀具上,因此,無論就表面精光度或工具壽命而言,都是一種甚為合理的切屑,且便於切削作用力的分析。
切削時產生連續切屑的原因大致有:
- 工件材質延性較高。
-
刀具斜角較大或刀具較銳利。
- 進刀量較小,切削較薄。
- 切削速度較高。
- 選用適當之切削劑。
-
刀具材質磨耗係數低,刀面平滑。

帶有堆積刃(Built-Up-Edge)的連續式切屑:
簡稱 BUE,對於柔延性高且摩擦係數高的材料而言,在切削過程中,由於甚高的摩擦係數與切屑間的壓力,以致於有若干微粒粘結在刀具面上,當 切削繼續進行,粘結的材料愈多,最後堆積到適當高度後,即隨切屑流失,或一部份嵌進工作
面上。由於這種作用是週期性發生,所以加工面的光平程度遠較連續式切屑的表面低。一般而 言,這種現象可藉由減少切屑厚度及增加傾角來減少。
積屑刀口的連續切屑,其生成原因有:
- 切削延性材料時切削速度太低。
- 工件材質延性較膠黏。
這三種只是切屑的基本形態,實際切削時所產生之切屑大多是這三種的中間形或複合形;而切削時所產生的刃口積屑緣更是這三種以外的形態。對這些生成形態而言,其所生成之切屑形狀可大略分為渦旋狀、螺旋狀及破片狀切屑。 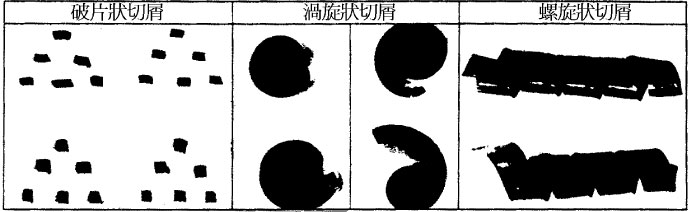
銑刀切削之最大特色就是斷續切削,至於渦旋狀及螺旋狀切屑,其捲後的切屑長度,也就是通常的切削寬度,相當於刃口切入被加工物到離開被加工物時之長度,此種切屑普通屬於連續形及剪斷形;至於龜裂形的切屑,就像鑄鐵之切削,半途會折斷而變成破片狀切屑。至於鋼鐵切削時,若使用附有斷屑槽之刀片切削或有焊疤磨耗發生時,也可以產生同樣的切屑。
參考資訊來源:行政院勞工委員會職業訓練局 銑床能力本位訓練教材
碧威為專業的刀具,銑刀,鎢鋼,切削刀具製造商,致力於製造優秀的產品,在客製化刀具方面的經驗十分豐富,並擅於幫助客戶解決各式各樣之刀具切削面臨之問題,對各種刀具材質切削刀具鍍模都非常瞭解透徹,可選用常見的鎢鋼及高速鋼或是近來詢問度極高的鑽石刀具。
碧威銑刀熱門產品為圓鋸片、鎢鋼刀、鋸片、木工鋸片、鎢鋼刀具及側銑刀。
機械類則有對刀具加工非常有幫助的冷風槍、渦流管槍,並有最新設計和技術的粉末成型機。
碧威是在刀具製造及機械工具業界中具有足夠水準的製造供應商!
Bewise Inc., being a professional manufacturer of various cutting tools, is endeavoring to make
excellent products. We are very experienced in custom-made tools, and good at solving customers’ problems when they meet difficulties and troubles. Through everlasting research and practices, we
understand thoroughly about different materials of cutters and cutting tools.
BW’s popular products for tool series including circular saw, carbide cutting tool,
saw blade, wood saw blade, special tool,side milling cutter, …etc; For machines we have spiral tube cooler, cutter grinder, and the latest design and advanced powder forming machine / pelletizer. Bewise is a superior manufacturer and supplier of cutter
production and machinery industry.
willy
17 février 2012
5
17
/02
/février
/2012
02:27

This type of CBN cutter is specialized for grinding glass parts. The controller should have pecking function to avoid bad chip removal,
which is related to CBN particles since the particle size is in proportion to the roughness of surface. We should say “grinding glass” instead of “cutting glass.”The spindle
deflection will influence the grinding accuracy. Grinding is based on the consideration of smoothness, flatness, and parallelism. Press the surface of glass slowly and grind it by using abrasive.
It is hard to control the smoothness, flatness, and parallelism under speedy cutting.
Grinding can be divided into coarse and fine grinding (fine grinding can be told as polishing). Coarse grinding is with bigger particles, it may increase the efficiency to get rid of thickness.
When it reaches predetermined thickness, use find grinding to polish the surface of light transmittance and clarity. This way can restore the clarity of glass surface and light transmission.
Bewise Inc., being a professional manufacturer of various cutting tools, is endeavoring to make
excellent products. We are very experienced in custom-made tools, and good at solving customers’ problems when they meet difficulties and troubles. Through everlasting research and practices, we
understand thoroughly about different materials of cutters and cutting tools.
BW’s popular products for tool series including circular saw, carbide cutting tool,
saw blade, wood saw blade, special tool,side milling cutter, …etc; For machines we have spiral tube cooler, cutter grinder, and the latest design and advanced powder forming machine / pelletizer. Bewise is a superior manufacturer and supplier of cutter
production and machinery industry.
willy
17 février 2012
5
17
/02
/février
/2012
01:32

刀具材料性能的優劣是影響加工表面品質 、切削加工效率、刀具壽命的基本因素
。切削加工時,直接擔負切削工作的是刀具的切削部分。刀具切削性能的好壞大 多取決於構成刀具切削部分的材料、切削部分的幾何參數
及刀具結構的選擇和設計是否合理。切削加工生產率和刀具耐用度的高低、刀具消耗和加工成本的多少、加工精度和 表面品質的優劣等等,在很大程度上都取決於刀具材料的合理選擇。
刀具材料應具備的性能:
- 較高的硬度和耐磨性;
- 足夠的強度和韌度;
- 較高的耐熱性;
- 良好的技術性和經濟性。
常用的刀具材料:
-
碳素工具鋼:
含碳量較高的優質鋼(含碳量為0.7%~1.2%,如T10A等),淬 火後硬度較高、價廉,但耐熱性較差。
-
合金工具鋼刀具材料:
在碳素工具鋼中加入少量的Cr、W、Mn、Si等元素 ,形成 (如 9SiCr等),可適當減少熱處理變形和提高耐熱性。常用來製造一些切削速度不高的手工工具,如銼刀、鋸 條、鉸刀等,較少用於製造其它刀具。
-
高速鋼刀具材料:
它是含W、Cr、V等合金元素較多的合金工具鋼。普通高 速鋼:如W18Cr4V,廣泛地用於製造形狀較為複雜的各種刀具,如麻花鑽、銑刀、拉刀、齒輪刀具和其它成形刀具等。
-
硬質合金刀具材料:
硬質合金是由難熔金屬碳化物(如WC、TiC、TaC、NbC 等)和金屬粘結劑(如Co、Ni等)粉末經粉末冶金的方法製成。它的硬度高、耐磨性好、耐熱性高,允許的切削速度比高 速鋼高數倍,但其強度和韌度均較高速鋼低,工藝性也不如高速鋼。因此常製成各種型式的刀片,焊接或機械夾固在車 刀、刨刀、端銑刀等的刀柄(刀體)上使用。
-
陶瓷或金屬陶瓷刀具材料:
Al 2O3基和Si3N4基兩類。以氧化鋁或以氮化 矽為基體再添加少量金屬,在高溫下燒結而成的一種刀具材料。有很高的硬度與耐磨性,常溫硬度達91~95HRC; 有很 高的耐熱性,在1200℃高溫下硬度為80HRC;而且高溫條件下抗彎強度、韌性降低極少; 有很高的化學穩定性,陶瓷與 金屬親和力小,高溫抗氧化性能好,即使在熔化溫度下也不與鋼相互作用。因而刀具的粘結、擴散、氧化磨損較少;有
較低的摩擦係數,切屑不易粘刀,不易產生積屑瘤。
-
超硬(superhard)刀具材料 :
它包括天然金剛石、聚晶金剛石和聚晶立方 氮化硼3種
-
天然金剛石:自然界最硬的材料,其硬度範圍在HK8 000~12 000 (HK,Knoop硬度,單位為kgf/mm2),耐熱性為700~800℃。天然金剛石的耐磨性極好,但價格昂貴,主要用於加工精度 和表面粗糙度要求極高的零件,如加工磁片、鐳射反射鏡、感光鼓、多面鏡等。其主要缺點是與鐵族材料有親和作用, 不宜加工鋼和鑄鐵。
-
聚晶金剛石(PCD):碳的同素異形體,在高溫、高壓下由石墨轉化而 成,是目前人工製造出的最堅硬物質。硬度極高,耐磨性好,切削刃口鋒利,刃部表面摩擦係數較小,不易產生粘結或 積屑瘤,可在大部分場合可替代天然金剛石,可製成各種車刀、鏜刀、銑刀等刀片。
-
立方氮化硼(CBN):立方氮化硼(CBN)是一種人工合成的新型刀具材料,它由六方氮化硼在高溫、高壓下加入催化劑轉化而 成。有很高的硬度及耐磨性,熱穩定性好,化學惰性大,與鐵系金屬在1300℃時不易起化學反應,導熱性好,摩擦係數 低。
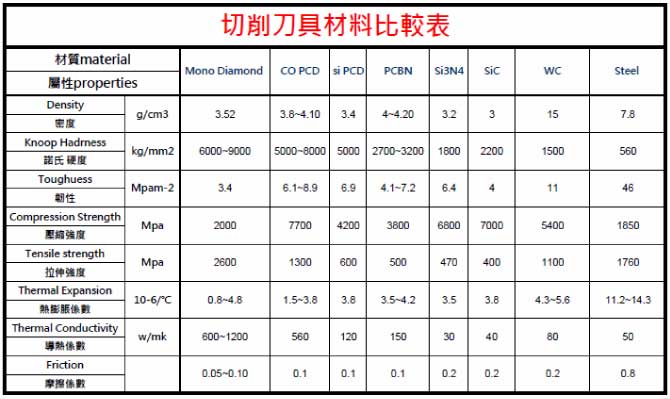
切削刀具材料比較表(點擊另開新視窗觀看PDF資料)
碧威為專業的刀具,銑刀,鎢鋼,切削刀具製造商,致力於製造優秀的產品,在客製化刀具方面的經驗十分豐富,並擅於幫助客戶解決各式各樣之刀具切削面臨之問題,對各種刀具材質切削刀具鍍模都非常瞭解透徹,可選用常見的鎢鋼及高速鋼或是近來詢問度極高的鑽石刀具。
碧威銑刀熱門產品為圓鋸片、鎢鋼刀、鋸片、木工鋸片、鎢鋼刀具及側銑刀。
機械類則有對刀具加工非常有幫助的冷風槍、渦流管槍,並有最新設計和技術的粉末成型機。
碧威是在刀具製造及機械工具業界中具有足夠水準的製造供應商!
willy




